
KingKa Extrusion Heat Sink Delar är tillverkade av termiskt ledande material som aluminiumlegering (såsom 6063, 6061) eller koppar, och tillverkas genom en extruderingsprocess. De har utmärkt värmeavledning prestanda, är lätta och hållbara och kan anpassas. KingKa Extrusion Heat Sink Delar används ofta i LED-belysning, datorhårdvara, elverktyg, elfordon, kommunikationsutrustning och industriell utrustning, vilket effektivt förbättrar utrustningens stabilitet och livslängd.
KingKa Extrusion Heat Sink Delar Tillverkningsprocess och process

Råvaror:
Extruderade kylflänsdelar är huvudsakligen tillverkade av aluminiumlegering (såsom 6063, 6061) eller koppar. Aluminiumlegering har fördelarna med låg vikt och utmärkt värmeledningsförmåga.
Materialet måste inspekteras och bearbetas före användning för att säkerställa att det inte finns några föroreningar, sprickor eller andra defekter.
Uppvärmning:
Metallmaterial som aluminium eller koppar måste värmas till en viss temperatur (vanligtvis 400 ° C till 500 ° C) före extrudering. Värme bidrar till att öka metallens plasticitet och underlätta den efterföljande extruderingsprocessen.
Extrusionsgjutning:
Det uppvärmda metallmaterialet placeras i extrudern och pressas in i formen med högt tryck. Formkonstruktionen bestämmer formen och strukturen på den slutliga kylflänsen, såsom placeringen och avståndet mellan fenorna.
Extruderingsprocessen utförs vanligtvis under högt tryck och kan producera långa remsformade värmesänkor. Enligt designkrav kan formen anpassas för att anpassa sig till olika storlekar, former och tjocklekar.
Kylning och härdning:
Efter extrudering kyls kylflänsdelarna naturligt eller härdas snabbt genom vattenkylning för att säkerställa materialets stabilitet och hårdhet.
Skärning och trimning:
Extruderade värmesänkor är vanligtvis längre och behöver skäras enligt kundens behov. Skärning kan bearbetas exakt enligt olika längdkrav.
Under trimningsprocessen poleras och avgrades ytan på kylflänskomponenterna för att säkerställa att det inte finns några vassa kanter och ytdefekter.
Ytbehandling:
Ytan på den extruderade kylflänsen kan anodiseras för att förbättra korrosionsbeständighet och estetik. Det kan också sprutas, beläggas, etc. för att förbättra kylflänsens hållbarhet och antioxidationsprestanda.
Inspektion:
Under produktionsprocessen måste strikt kvalitetskontroll utföras för att säkerställa att kylflänskomponenternas storlek, ytkvalitet, strukturella hållfasthet etc. uppfyller kraven.

Tjocklek på delar av extruderingsvärmesänkan
Fintjocklek:
Vanligtvis mellan 0,3 mm och 2 mm. Tunnare fenor ökar ytan, vilket hjälper till att förbättra värmeavledningseffektiviteten, men kan minska strukturell styrka. Fin tjocklek måste balansera värmeavledningens prestanda och hållfasthetskrav enligt konstruktionen.
Bastjocklek:
Tjockleken på basdelen är generellt 2mm till 5mm för att ge en stabil stödstruktur och hjälpa värmeledningen. Ju större tjocklek, desto högre värmekapacitet och strukturell styrka hos kylflänsen, men det ökar också vikt och materialkostnader.
Total tjocklek:
Beroende på tillämpningen av kylflänsen är den vanligtvis mellan 10 mm och 50 mm. Den specifika tjockleken måste utformas enligt utrustningens installationsutrymme och värmeavledningskrav.
Ytbehandling av delar till extruderingsvärmesänkor
Anodisering:
Anodisering är den vanligaste ytbehandlingsmetoden, som kan förbättra kylflänsens korrosionsbeständighet och slitstyrka och förbättra utseendet. Färgen på anodisering kan anpassas (såsom svart, silver, etc.), och det har också vissa elektriska isoleringsegenskaper.
Sandblästring:
Sandblästring kan ta bort ytoegentligheter, förbättra värmeflänsens ytfinish och göra den vackrare. Den blästrade ytan kan anodiseras ytterligare.
Spray- eller pulverlackering:
Denna behandling ger ytterligare korrosionsskydd och en mängd olika färgalternativ. Spraybeläggning kan förbättra utseendet, men för tjock en beläggning påverkar värmeavledningseffektiviteten något, så tjockleken bör kontrolleras noggrant.
Termisk ledande beläggning:
För att förbättra värmeledningsförmågan kan en speciell värmeledande beläggning användas för att förbättra värmeavledningseffektiviteten. Denna typ av beläggning är vanligtvis tunn och enhetlig, vilket säkerställer värmeavledning samtidigt som skyddet ökar.
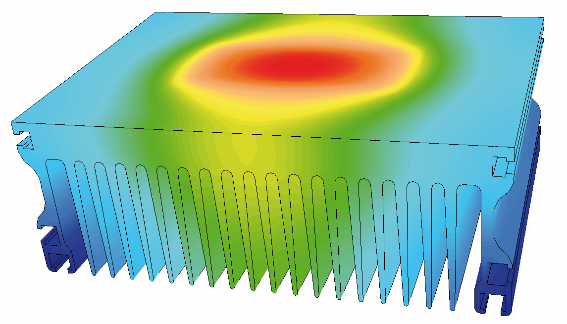
Utmärkt värmeledningsförmåga
Extrusion Heat Sink Delar är huvudsakligen gjorda av aluminiumlegering (såsom 6063 aluminium) eller koppar. Aluminiums värmeledningsförmåga är ca 200 W / m · K, medan koppar är högre och når 390 W / m · K, vilket snabbt kan leda värme till ytan av kylflänsen. Dess komplexa fenstruktur kan öka värmeavledningsytan, så att värme snabbt kan ledas och spridas till hela kylflänsytan, vilket förhindrar lokal överhettning och säkerställer stabil drift av utrustningen.
Mycket anpassningsbar
Formen på Extrusion Heat Sink Parts är mycket anpassningsbar och kan utformas enligt värmeavledningskraven och installationsutrymmet för olika enheter. Extruderingsprocessen gör det möjligt att bilda en mängd olika komplexa strukturer, såsom plana, tandade, cirkulära, tandade och flerfenade konstruktioner för att maximera värmeavledningsytan. Genom att anpassa formen och storleken kan kylflänsdelarna anpassas till olika enheter och optimera värmeavledningseffekten, vilket i stor utsträckning uppfyller behoven inom olika områden som LED-belysning, elektroniska enheter och elfordon.
Lätthet och hållbarhet
Extrusion Heat Sink Delar har utmärkt lätthet och hållbarhet. Aluminiumlegeringen som används som huvudmaterial är inte bara låg i densitet och låg vikt, utan har också hög värmeledningsförmåga, vilket är lämplig för utrustning som kräver effektiv värmeavledning och strikt viktkontroll. Samtidigt har aluminiumlegering god oxidationsbeständighet och korrosionsbeständighet. Efter ytbehandling som anodisering förbättras hållbarheten ytterligare, och det kan fungera stabilt under lång tid och anpassa sig till olika hårda miljöer.
Extrusionsvärmesänkdelar spelar en avgörande roll i datorhårdvara, främst för effektiv hantering och avledning av värme som genereras av processorer, grafikkort och andra komponenter. På centrala processorer (processorer) och grafikprocessorer (GPU) kan extruderingsvärmesänkor snabbt sprida värmen som produceras vid höga belastningar, säkerställa att de fungerar vid optimala temperaturer och förhindra överhettning, vilket kan leda till prestandaförfall eller systemkrascher. Dessutom används dessa värmesänkor i strömförsörjningsenheter (PSU) och för moderkortskylning, vilket bidrar till att förbättra energieffektiviteten och stabiliteten. Med sina lätta, hållbara egenskaper och anpassningsbara konstruktioner används extruderingsvärmesänkor i stor utsträckning i olika högpresterande kringutrustning, vilket säkerställer att utrustningen bibehåller utmärkt prestanda under långvarig drift. Deras höga värmeledningsförmåga gör dem till en oumbärlig komponent i datorhårdvarans värmehantering.
Extrusion Heat Sink Delar spelar en nyckelroll vid värmeavledning i solformare. Solomriktare genererar mycket värme i processen att konvertera DC till AC, särskilt vid höga effektbelastningar och långsiktig drift. Extrusionsvärmesänkor är gjorda av aluminiumlegeringsmaterial med hög värmeledningsförmåga, som snabbt kan leda och sprida värme från växelriktarens kraftenheter (såsom IGBT-moduler och MOSFET-enheter) i luften, vilket säkerställer att växelriktarens kärnkomponenter fungerar vid en stabil temperatur, vilket förbättrar deras effektivitet och livslängd.
Dessutom ökar extruderingskylflänsens fendesign värmeavledningsytan, vilket gör att värme kan släppas ut till den omgivande miljön snabbare och förhindrar temperaturackumulering. Dess lätta och hållbara egenskaper gör det också möjligt att arbeta stabilt under lång tid utomhus och i tuffa miljöer, vilket uppfyller tillförlitlighetskraven för solenergisystem. Därför förbättrar extruderingskylflänsen i solomriktaren inte bara värmeavledningseffektiviteten, utan förbättrar också omvandlarens prestanda och säkerhet avsevärt och är en oumbärlig värmeavledningskomponent i solutrustning.
FAQ
Varför kyler min extruderade kylfläns inte så bra som förväntat?
Det kan vara så att kylflänsen inte är i tillräcklig kontakt med värmekällan, eller att damm har ackumulerats på kylflänsens yta, vilket påverkar kyleffekten. Att säkerställa korrekt installation och hålla ytan ren kan förbättra kylprestandan.
Hur vet jag om kylflänsen är överbelastad?
Om temperaturen på kylflänsens yta fortsätter att stiga och enheten ofta utlöser överhettningsskydd kan det indikera att kylflänsen är överbelastad. Tänk på en effektivare kylfläns eller förbättrad ventilation.
Hur ser jag till att kylflänsen är i full kontakt med chipet under installationen?
Användning av värmepasta med hög ledningsförmåga eller värmekuddar kan hjälpa till att fylla de små luckorna mellan kylflänsen och chipet för att förbättra värmeledningsförmågan.
Varför är ytbehandlingen av den extruderade kylflänsen viktig?
Ytbehandling (såsom anodisering) kan öka kylflänsens korrosionsbeständighet och strålvärmeavledningsförmåga, förlänga livslängden och förbättra värmeavledningseffektiviteten.
Ju fler fenor en kylfläns har, desto bättre värmeavledningseffekt?
Generellt sett ökar fenorna värmeavledningsområdet för att förbättra värmeavledningen, men för många fenor kan hindra luftflödet och minska värmeavledningseffektiviteten. Det är viktigt att välja rätt antal och avstånd mellan fenor.
Varför låter kylflänsen?
Generellt är själva radiatorn ljudlös, men fläkten som används med den kan göra ljud. Kontrollera fläktens balans och smörjning och rengör dammet regelbundet.
Kan aluminium extruderade radiatorer användas utomhus?
Ja, men det rekommenderas att välja en radiator med anodiserad eller annan anti-korrosionsbehandling på ytan för att anpassa sig till utomhusfuktighet och temperaturförändringar.
Hur avgör man om radiatorn behöver bytas ut?
Om det finns uppenbar korrosion eller deformation på radiatorns yta, eller temperaturen på enheten ökar avsevärt, kan radiatorn behöva bytas ut.
Kan kylaren återanvändas på olika enheter?
Ja, men förutsättningen är att radiatorns storlek och form är lämpliga för den nya enheten, och den termiska pastan rengörs och appliceras på nytt för att säkerställa värmeöverföringseffektivitet.
Kräver extruderade radiatorer regelbundet underhåll?
Ja, regelbunden rengöring av damm, kontroll av fästskruvarnas täthet och säkerställande av att det värmeledande materialet med värmekällan är intakt hjälper till att upprätthålla värmeavledningsförmågan hos radiatorn.

Kingka Tech Industrial Limited
Vi är specialiserade på precisions-CNC-bearbetning och våra produkter används i stor utsträckning inom telekommunikationsindustrin, flyg-, bil-, industristyrning, kraftelektronik, medicinska instrument, säkerhetselektronik, LED-belysning och multimediakonsumtion.

Adress:
Da Long New Village, Xie Gang Town, Dongguan City, Guangdong-provinsen, Kina 523598
E-postadress:
Telefon:
+86 1371244 4018
